
Home > SMT Assembly News
Here I will discuss some of the most common faults and causes of SMT defects and possible solution and troubleshooting.
Common Faults in SMT:
Solder Balls – Possible cause:
Solution to Solder Ball Problems:
Solder balls = numerous tiny solder balls trapped along the outside edge of the flux residue
Oxidised paste – Possible cause
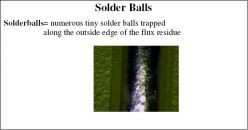
Solder balls = numerous tiny solder balls trapped along the outside edge of the flux residue
Solution to Oxidised Solder Paste Problems:
Oxidised paste – Possible cause
Solution: Reduce squeegee pressure
Possible cause:
Solution: Run a PCB with fresh paste and see if problem goes away
Possible cause:
Solution: Run recommended profile and see if problem stays
Possible cause:
Solution: Run a slower ramp up profile to give volatiles to evaporate
SOLDER BEADS – Possible cause:
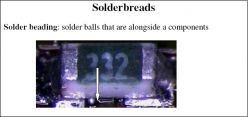
Solder beading : solder balls that are alongside a components
Solution: Run a more rapid ramp up profile of 1.5 Degree Celsius to 2.5 Degree Celsius per second.
Possible cause:
Solution:
Possible cause: Paste smearing on underside of stencil
Solution:
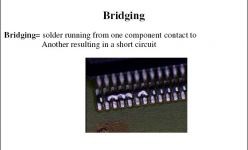
BRIDGING – Possible Cause:
Bridging = solder running from one component contact to another resulting in a short circuit
Solution:
Bridging = solder running from one component contact to another resulting in a short circuit
Possible Cause:
Solution: Shorten duration of ramp up cycle in reflow profile
Possible Cause:
Solution – Reduce squeegee and check pcb-stencil alignment and gasketting
Possible Cause:
Remedy:
Open-insufficient – Possible cause:
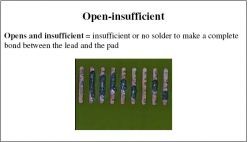
Opens and insufficient = insufficient or no solder to make a complete bond between the lead and the pad
Remedy: Reduce squeegee pressure or use a harder durometer type of squeegee or use a metal squeegee
Possible Cause: Blocking of stencil aperture with dried up paste
Remedy: Unblock apertures and clean stencil
Possible Cause:

Opens and insufficient = insufficient or no solder to make a complete bond between the lead and the pad
Remedy: Use another PCB
Possible Cause:
Remedy: Reduce squeegee speed
Possible cause: Solder paste viscosity and/or metal content too low
Remedy: Check viscosity and metal content
TOMBSTONING
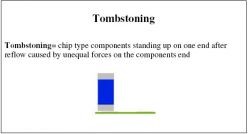
Tombstoning = chip type components standing up on one end after reflow caused by unequal forces on the components end
Possible cause: Unequal placement of components on pads prior to Reflow results in unbalanced solder forces.
Remedy: Check if placement equipment places properly.
Possible cause: Unequal heat sink i.e. ground planes inside PCB layers may draw heat away from pad.
Remedy: Increase soak time (plateau) or reflow profile so that all components are on.
UNMELTED PASTE – Possible cause:
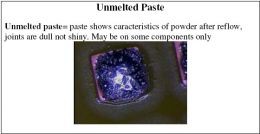
Unmelted paste = paste shows characteristics of powder after reflow, joints are dull not shiny. May be on some components only
Remedy: Check reflow profile, make sure peak temperature and time above liquids (183C) are high enough and soak (plateau) is long enough.

Unmelted paste = paste shows characteristics of powder after reflow, joints are dull not shiny. May be on some components only
Excessive Fillet
Possible cause: Too much solder paste deposited on pads
Remedy:
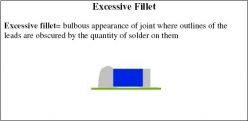
Excessive fillet = bulbous appearance of joint where outlines of the leads are obscured by the quantity of solder on them
Slump Cold Slump – Possible cause:
Viscosity of paste to low or metal content to low
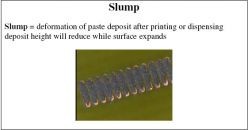
Slump = deformation of paste deposit after printing or dispensing deposit height will reduce while surface expands
Remedy: Use different type of paste with higher viscosity or higher metal content
Possible cause: Paste came in contact with a cleaning solvent or other alien product
Remedy:
Possible cause:

Slump = deformation of paste deposit after printing or dispensing deposit height will reduce while surface expands
Remedy: Use new paste and reduce squeegee pressure
Possible cause: Temperature of paste is too high while printing or dispensing
Remedy:
Hot Slump
Possible cause: Too slow ramp up in reflow profile
Remedy: Increase ramp up temperature, make sure to have a ramp up between 2 Degree Celsius to 3 Degree Celsius per second
DEWETTING – Possible cause:
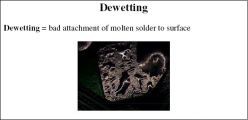
Dewetting = bad attachment of molten solder to surface
Remedy:
Possible cause:
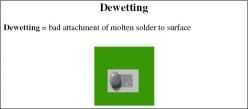
Dewetting = bad attachment of molten solder to surface
remedy:
Disturbed Joint Possible cause:
A source of vibration that is transmitted through the pcb during the liquids state of the reflow profile
Remedy:
Disturbed Joint = dull, rough appearance of solder in an alloy that is normally bright and shiny
Orange skinning – Possible cause:
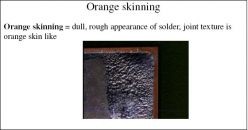
Orange skinning = dull, rough appearance of solder, joint texture is orange skin like
Remedy:
Possible cause:
Remedy:
Orange skinning = dull, rough appearance of solder, joint texture is orange skin like
Possible cause:
Remedy:
Use Nowadays SMT Equipment can reduce the SMT Defect to a very low level:
Automatic SMT Production Line:
PCB Loader➡SMT Stencil Printer➡PCB Conveyor➡SPI➡Pick and Place Machine➡AOI➡SMT Reflow Oven➡AOI➡PCB Unloader➡DIP Component Insert Line➡Wave Soldering Machine➡THT PCB unloader
Keywords:
SMT Assembly line, PCB Assembly line, LED Production line, Automatic SMT Assembly line,Semi Automatic SMT Assembly line, JUKI Assembly Line, Samsung Assembly Line, HanwhaAssembly Line, Panasonic Assembly Line, Siemens Assembly Line, FUJI Assembly Line,Yamaha Assembly Line.
Flason Electronic Co.,ltd provide a full SMT assembly line solutions, including SMT Reflow Oven, Wave Soldering Machine, Pick and Place Machine, SMT Stencil Printer, SMT AOI SPI Machine, SMT Reflow Oven, SMT Peripheral Equipment, SMT Assembly line, SMT Spare Parts etc any kind SMT machines you may need, please contact us for more information: wechat whatsapp:+8613691605420, Skype: flasonsmt, Email: sales@flason-smt.com



Contact: Mr Tommy
Phone: +86 13691605420
Tel: +86 -755-85225569
Email: sales@flason-smt.com
Add: No.94,Guangtian Road,Songgang Street,Bao an District Shenzhen China